
Montering och testning
MONTERING OCH TESTNING
Framstegen av Minghe-församlingen
Minghe Die Casting erbjuder flexibla, kostnadseffektiva nyckelfärdiga lösningar med integrerad delmonteringstillverkning och färdiga produktionsfärdiga enheter.
Vi på MINGHE CASTING har faciliteter och expertis för att göra många typer av montering och testning. Produktmontering säkerställs för att upprätthålla högsta kvalitetsstandard samt effektiva vändningstider med användning av monteringslinjer för stora kvantiteter.
Från enkel mekanisk montering och tryckprovning till elektrisk montering och testning med en nätverksanalysator. Detta gör att du kan köpa en färdig produkt snarare än bara en komponent.
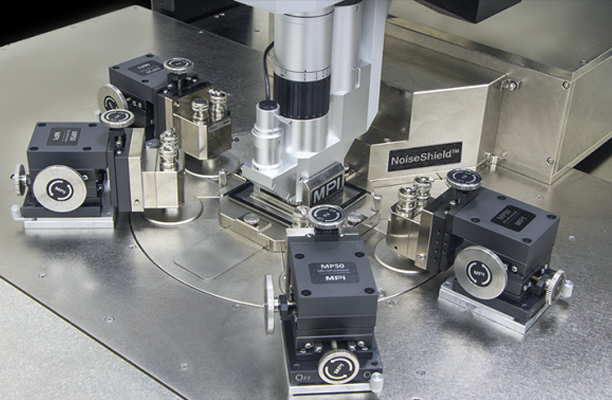
Elektronisk testutrustning används för att skapa stimulussignaler och fånga svar från elektroniska enheter. Den korrekta funktionen av den elektroniska enheten kan bekräftas eller vara felaktig i enheten, som kan spåras och repareras. Användning av elektronisk testutrustning är avgörande för alla typer av arbete med elektroniksystem.
 |
 |
 |
 |

Våra försök och ansträngningar för mer bekväm montering
Oavsett om du behöver enkel maskinvaruinsättning eller komplicerad mekanisk montering, kan Minghe Die Casting ge tidsbesparande och kostnadseffektiva tjänster för ditt projekt. Vi hanterar ditt kompletta projekt från prototyper, gjutning, bearbetning, lagerupphandling och montering. Vi kan också tillhandahålla kitting av delmonterade delar till din produktionslinje och reparationssatser. Från små mekaniska delaggregat till komplexa elektromekaniska kapslingar, skräddarsyr vi monteringslösningar efter dina exakta behov.
1. Strukturen för gjutning
Med den breda tillämpningen av CNC-bearbetningsteknik fortsätter komplexiteten i gjutgodsstrukturen att öka. Vid bearbetning av vissa formgjutningar är positionering och fastspänning mycket svår, och de är inte lämpliga för multipelpositionering och fastspänning. Engångsformningstekniken för övergripande bearbetning är att rotera och vrida arbetsbordet i enlighet med vinkeln på det horisontella eller vertikala horisontella konverteringsverktygets verktygsmaskiner för att bearbeta alla ytor och hål på gjutningsdelen samtidigt, och uppfylla sedan alla geometriska toleranskrav på ritningen. Den del som är ansluten till processhandtaget är skiktad och fräst för att separera processhandtaget från arbetsstycket.
2. Bearbetningsprincip
Dra full nytta av CNC-bearbetningscentrets flervinkel- och rundriktade bearbetningsfördelar, använd karbidfräsens egenskaper för att bearbeta delar med låg deformation vid hög hastighet och liten matning, använd den kvarvarande delen av profildelen som positionerings- och pressningsprocesshandtaget och använd UG-programvaran för att automatiskt Programmeringsfunktionen säkerställer enhetligheten hos de övergripande bearbetade delarna och god sammanhållning på alla sidor.
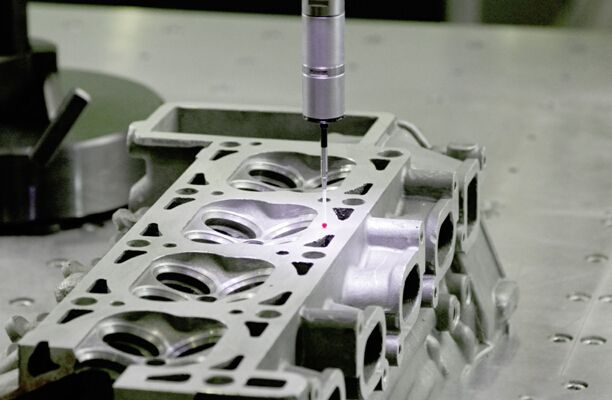
3. Implementeringseffekt
Gjutningsdelar antar integrerad bearbetning och engångsformningsteknik. När formgjutningsdelarna massproduceras, efter tre-koordinatinspektion, är de statistiska uppgifterna om form och lägesnoggrannhet följande: K basplanets planhet ≤ 0.012 mm, M basplanets planhet ≤ 0.01 mm, M baksidan parallell Graden av ≤0.015mm, vinkelrätten på φ30mm till basen av M är ≤0.013mm, vinkelrätten på φ32mm till basen på K är ≤0.015mm, skärningspunkten på φ30mm och axeln på φ32mm är ≤0.014mm. Vid massproduktion är formens och positionens noggrannhet stabil och produktionseffektiviteten förbättras avsevärt.
4. Tillämpning och expansion
Engångsformningsprocesstekniken för integrerad bearbetning av delar kan användas inte bara i horisontella bearbetningscentra utan även i vertikala och vertikala horisontella bearbetningscentraler. Gjutningsdelar kan bearbetas och formas i ett steg på ett femaxligt bearbetningscenter och processhandtagen kan fräsas i lager; formgjutningsdelar kan bearbetas av en inverterad platta på ett treaxligt bearbetningscentrum. För att ta bort den återstående processplattformen.
5. Tillämpningen av övergripande bearbetning
Engångsformningsprocesstekniken för integrerad bearbetning av delar används huvudsakligen vid bearbetning av delar med svår positionering och fastspänning. Bearbetningsprocedurerna kan kombineras för att förbättra arbetseffektiviteten och säkerställa noggrannheten i form och position; den kan användas för parvis skärning av symmetriska strukturdelar för att minska antalet fastspänning, vilket sparar verktygskostnadens produktionskostnader; lämplig för höghastighets- och småmatningsskanningsprocesser lager för lager, skärkraften är liten, skärvärmen är liten under bearbetning och de gjutningsdelarna är inte benägna att spänningsdeformation. Detta bearbetningskoncept främjas gradvis i gjutfabriker.
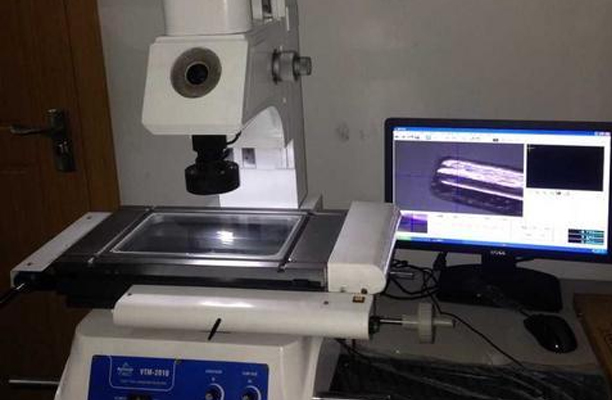
Vår lista över mätutrustning
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|