
Gjutning av kall kammare
Vad är gjutning av kall kammare?
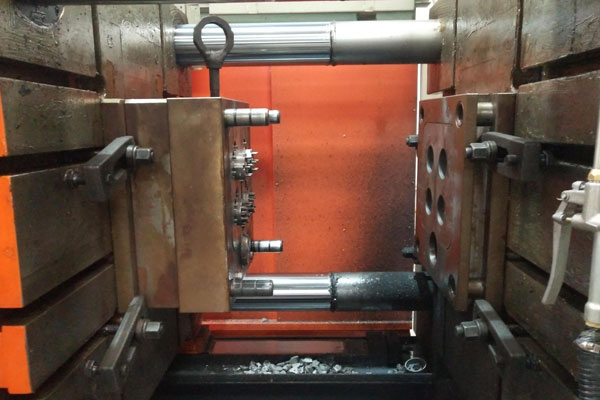
Vad är gjutning med kall kammare ? Gjutning med kall kammare avser en gjutmetod där injektionskammaren och insprutningsstansen inte nedsänks i den smälta metallen, utan en kvantitativ mängd smält metall hälls i injektionskammaren och injiceras sedan.
Formgjutningsmaskinen för den vertikala kammaren Injektionsmetoden placeras vertikalt, uppenbarligen enligt injektionsmetoden för den termiska pressgjutningsmaskinen. Horisontell gjutning av kallkammare har många fördelar, speciellt proceduren för en arbetscykel är bekvämare än vertikal kallkammargjutningsmaskin. Efter mer än tio års förbättring har den gradvis blivit den viktigaste kylkammaren. Gjutningsmetod.
Gjutprocessen med kall kammare är en föredragen tillverkningsmetod för metaller som har höga smältpunkter. Vanligtvis kommer detta att inkludera metalllegeringar av aluminiumlegeringar, zinklegeringar, mässing och koppar.Minghe gjutningstjänster kan minska den anpassade massdelarnas tid och kostnad för gjutningsdelar, eftersom vi snabbt kan tillverka ett stort antal prototyper i sats och ändra utseendet med CNC + gjutningstekniker för att leverera de slutliga önskade delarna. Oavsett om du vill leta efter en gjutstillverkare som gjuter rostfritt stål, kolstål, aluminium eller mässing, kommer professionella tekniker att utföra gjutningsprocesser i kallkammare med ett brett utbud av metaller och kunna erbjuda komplexa detaljer, jämn ytfinish och hög definition på ett ekonomiskt sätt för kunder.


Varför välja Minghe Cold Chamber Die Casting Services?
- Lämplig för gjutning av zink, aluminium, magnesium, koppar och andra legeringar;
- På produktionsplatsen är konsumtionen liten och små datorer är majoriteten;
- Tryckkammaren är placerad vertikalt. Efter att den smälta metallen har hällts in i tryckkammaren finns gasen på den smälta metallen och det finns mindre infångningsgas under injektionsprocessen
- Insprutningstrycket genomgår många varv, vilket påverkar trycköverföringen, speciellt i trycksättningssteget, eftersom öppningen vid munstycksinloppet är liten, trycköverföringen är inte tillräcklig;
- Bekvämt att öppna mittporten;
- Maskinens längd upptar ett litet område, men maskinens höjd är relativt hög;
- När smält metall kommer in i den nedre stansen är det obekvämt att felsöka felet.
- Det finns förfaranden för att skära av kvarvarande materialkaka och lyfta materialkakan under produktionsoperationen, vilket minskar produktionseffektiviteten;
- När du använder automatisk drift, lägg till proceduren för att ta bort den återstående materialkakan från ovansidan av den nedre stansen.
Om du söker en leverantör av gjutningstjänster för kallkammare och specialgjutna delar, här är rätt plats för dig. För att möta vissa kunders massproduktionskrav och minska kostnaderna arbetar vi med våra branschledande leverantörer för att hjälpa ditt projekt. Det omfattande och omfattande nätverket gör det möjligt för oss att utöka våra möjligheter och betjäna fler kunder över hela världen, särskilt de som behöver gjutning av kallkammarkvalitet.
De stabila och långsiktiga relationerna mellan våra partners och oss gör att vi kan leverera bästa kvalitet till de mest konkurrenskraftiga priserna. Innan den slutgiltiga beställningen går till kunderna kommer flera kvalitetsinspektioner att genomföras vid olika produktionssteg i kylkammargjutningsdelarna. Välkommen att skicka din förfrågan eller anpassade konstruktioner av gjutningsdelar som ska göras, vi skickar en gratis offert inom 24 timmar under arbetsdagar och utarbetar ett schema för registrering av framstegen. Gjutgaller med kall kammare produceras oftast på vår fabrik.

Kinas gjutningstjänstfunktioner
Minghe Casting erbjuder och kan producera både medelstora och långsiktiga projekt när vi tillhandahåller våra gjutningstjänster. Minghe Casting har levererat branschens ledande gjutningstjänster i mer än 35 år i en mängd olika teknologier för ett brett spektrum av applikationer.

| Gjutning av het kammare |
| Gjutning av heta kammare för legeringar med låg smältpunkt. Vi kan hjälpa till med legeringar med låg smältpunkt |

| Gjutning av kall kammare |
| Gjutning för kall kammare för starka komponenter och snabb produktion |

| Gjutning av tunn vägg |
| Ideal styrka-till-vikt-förhållande; Gjutgjutning för tunn vägg för lätta, komplexa aluminiumdelar |
| Mögeltillverkning |
| Gjutformar från Minghe använder aluminium och zinklegeringar för att producera identiska gjutgods med små till stora delar. |

| Gravity Casting |
| Metoden har fördelar som kostnadseffektiv, god kvalitet och processkontroll jämfört med andra gjutningstekniker. |
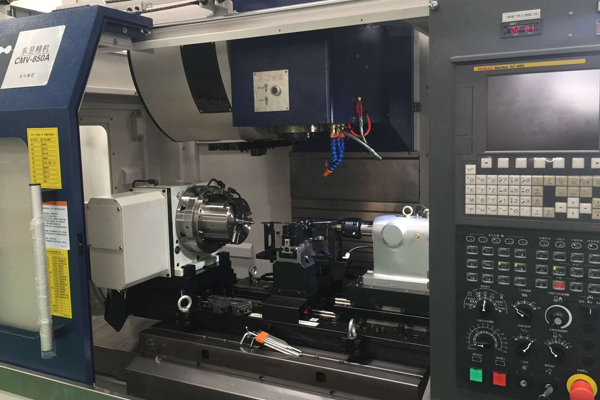
| Cnc-bearbetning |
| Minghe erbjuder intern CNC-bearbetning som ett komplement till Minghe gjutningstjänster. |
Kina Minghe gjutmaterial
Minghe gjutningstjänster som arbetar med aluminium, zink och annat.

Gjutning av aluminium
- A360
- A380
- ADC6
- ADC10
- ADC12
- ALSi12
- ALSi9Cu3

Zink Die Casting
- Zamak3
- Zamak5
- Zamak8
- Zamak12

Gjutning av magnesium
- AM50A
- AM60B
- AZ91D
- AZ63A

Annat gjutningsmaterial
- titan
- Koppar
- Bronze
- Stål
- Rostfritt stål
- Gjuterjärn
Tillämpningar av MINGHE gjutningstjänster
Formgjutningsdelar finns runt omkring dig, de kan vara viktiga komponenter i din bil och kan också utföra viktiga funktioner i din elektriska utrustning. Minghe är en skicklig gjutleverantör som arbetar med ett brett spektrum av gjutningsapplikationer.
Våra tillverkningsdelar är lämpliga för följande branscher:
 |
AUTOMOTIVE INDUSTRI |
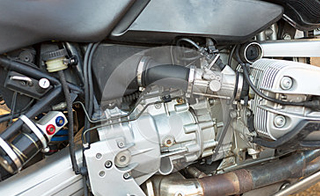 |
MOTORCYKEL INDUSTRI |
 |
MASKINERI INDUSTRI |
 |
LED LJUS INDUSTRI |
 |
KYLFLÄNS INDUSTRI |
 |
KÖKSUTRUSTNING INDUSTRI |
 |
PUMPVENTIL INDUSTRI |
 |
MEDICINSK UTRUSTNING INDUSTRI |
 |
TELEKOM INDUSTRI |
 |
CYKEL INDUSTRI |
 |
FLYGPLATS INDUSTRI |
 |
ELEKTRONISK INDUSTRI |
 |
SKÄRMKABINT INDUSTRI |
 |
ROBOTAR INDUSTRI |
 |
MER INDUSTRI |

Fördelarna med Minghe Cold Chamber Die Cast
- Delarnas komplexa former kan erhållas och delarnas prestanda kan förbättras. Dessutom minskar monteringsarbetet.
- Hållbara och dimensionellt stabila formgjutningsdelar kan erhållas med angivna former, så ingen bearbetning eller mindre bearbetning krävs.
- Formgjutningsdelar kan ha många efterbehandlingstekniker och ytor. Processen kan åstadkomma släta eller strukturerade delytor.
- Konfiguration av nätformens del kan uppnås.
- Intrikata gjutna detaljer
- Minskad porositet
- Längre formgjutningslivslängd på grund av lägre smältpunkter
- Effektiviteter för formkonstruktion = minskning av avfall
- Snabba cykeltider (cirka 15 cykler per minut)
- Bekvämligheten med att smälta metallen i gjutbearbetningen
Minghe-fallstudier av gjutning av kall kammare
Du har en komplex deldesign, Minghe Casting Company kan hjälpa dig att göra det till verklighet. Med rätt utrustning, stark teknisk kunskap och fokus på kvalitet. .












Gå till Visa fler gjutningsdelar Fallstudier >>>
Välj den bästa gjutjänsten för kall kammare
För närvarande exporteras våra kylkammargjutningsdelar till Amerika, Kanada, Australien, Storbritannien, Tyskland, Frankrike, Sout Africa och många andra länder över hela världen. Vi är ISO9001-2015-registrerade och även certifierade av SGS.
Custom service för gjutning av porslin ger hållbara och prisvärda gjutgods som uppfyller dina specifikationer för fordons-, medicin-, flyg-, elektronik-, livsmedels-, bygg-, säkerhets-, marinindustrin och fler industrier. Snabbt att skicka din förfrågan eller skicka in dina ritningar för att få en gratis offert på kortast möjliga tid. Kontakta oss eller mejl sales@hmminghe.com för att se hur våra medarbetare, utrustning och verktyg kan ge den bästa kvaliteten till det bästa priset för ditt gjutprojekt för kallkammare.
Vi tillhandahåller gjutningstjänster inkluderar:
Minghe gjutningstjänster som arbetar med sandgjutning, metallgjutning, investeringgjutning förlorat skumgjutning och mer.
Sandgjutning
Sandgjutning är en traditionell gjutningsprocess som använder sand som huvudmodelleringsmaterial för att göra formar. Gravitationsgjutning används vanligtvis för sandformar och gjutning med lågt tryck, centrifugalgjutning och andra processer kan också användas när det finns speciella krav. Sandgjutning har ett brett utbud av anpassningsförmåga, små bitar, stora bitar, enkla bitar, komplexa bitar, enstaka delar och stora mängder kan användas.
Permanent gjutning
Permanent gjutning har lång livslängd och hög produktionseffektivitet, har inte bara god måttnoggrannhet och slät yta utan har också högre hållfasthet än sandgjutgods och är mindre benägna att skadas när samma smälta metall hälls. Därför, vid massproduktion av medelstora och små icke-järnhaltiga gjutgods, så länge som smältpunkten för gjutmaterialet inte är för hög, föredras i allmänhet metallgjutning.

Investeringsgjutning
Den största fördelen med investering gjutning är att eftersom investeringsgjutgods har hög dimensioneringsnoggrannhet och ytfinish, kan de minska bearbetningsarbetet, men lämna lite bearbetningstillstånd på de delar som har högre krav. Det kan ses att användningen av investeringsgjutningsmetoden kan spara mycket verktygsmaskiner och bearbetning av arbetstider och spara metallråvaror kraftigt.
Förlorat skumgjutning
Förlorad gjutning av skum är att kombinera modeller med paraffinvax eller skum som liknar gjutstorleken och formen i modellkluster. Efter borstning och torkning av eldfasta beläggningar begravs de i torr kvartssand för vibrationsmodellering och hälls under negativt tryck för att förgasa modellen. , Den flytande metallen intar modellens position och bildar en ny gjutningsmetod efter stelning och kylning.

Matrisgjutning
Gjutning är en metallgjutningsprocess som kännetecknas av att applicera högt tryck på den smälta metallen med hjälp av formens hålighet. Formar är vanligtvis gjorda av legeringar med högre hållfasthet, och denna process liknar formsprutning. De flesta gjutgods är järnfria, såsom zink, koppar, aluminium, magnesium, bly, tenn och bly-tennlegeringar och deras legeringar. Minghe har varit Kinas topp gjutningstjänst sedan 1995.
Centrifugal gjutning
Centrifugal gjutning är en teknik och metod för att injicera flytande metall i en höghastighetsroterande form, så att den flytande metallen är centrifugalrörelse för att fylla formen och bilda en gjutning. På grund av centrifugalrörelsen kan den flytande metallen fylla formen väl i radiell riktning och bilda gjutningens fria yta; det påverkar metallens kristalliseringsprocess och förbättrar därigenom gjutningens mekaniska och fysiska egenskaper.

Gjutning vid lågt tryck
Gjutning vid lågt tryck innebär att formen i allmänhet placeras ovanför en förseglad degel och tryckluft införs i degeln för att orsaka ett lågt tryck (0.06 ~ 0.15 MPa) på ytan av den smälta metallen, så att den smälta metallen stiger från stigarröret till fylla formen och kontrollera den stelnade gjutningsmetoden. Denna gjutningsmetod har bra matning och tät struktur, lätt att gjuta stora tunnväggiga komplexgjutgods, inga stigar och en metallåtervinningsgrad på 95%. Ingen förorening, lätt att förverkliga automatisering.