Gjutning vid lågt tryck
Vad är lågtrycksgjutning
Gjutning med lågt tryck innebär att formen i allmänhet placeras över en förseglad degel och tryckluft införs i degeln för att orsaka ett lågt tryck (0.06 ~ 0.15 MPa) på ytan av den smälta metallen, så att den smälta metallen stiger från stigarrör för att fylla formen och kontrollera stelnad gjutmetod. Denna gjutningsmetod har bra matning och kompakt struktur. Det är lätt att gjuta stora och tunnväggiga komplexa gjutgods utan stigar, och metallåtervinningsgraden kan nå 95%. Ingen förorening, lätt att förverkliga automatisering. Utrustningskostnaden är dock hög och produktionseffektiviteten låg. Används vanligtvis för gjutning av icke-järnlegeringar.
Gjutning med lågt tryck är en gjutningsmetod där flytande legering pressas in i formhåligheten från botten till toppen under tryck och stelnar under tryck för att erhålla gjutgods. Den förseglade degeln är fylld med torr tryckluft eller inert gas. Med hjälp av trycket som verkar på den smälta metallytan fyller den smälta metallen formen smidigt längs stigarröret från botten till toppen genom löparen. Fyllningstrycket är i allmänhet 20 - 60 kPa. När gjutningen är helt stelnad frigörs gastrycket på vätskeytan, så att den icke stelnade smälta metallen i stigarröret och löparen rinner in i degeln av sin egen vikt, sedan öppnas formen och gjutningen uttagen.
Produktionsprocessen för gjutning med lågt tryck innefattar följande fyra grundläggande procedurer:
- - Smältning av metall och beredning av formar eller gjutformar.
- - Förberedelser före gjutning: inklusive degeltätning (passande tätningslock), avlägsnande av slagg i stigarrör, mätning av vätskenivå, tätningstest, formmatchning, åtdragning av mögel eller mögel etc.
- - Hälla: inklusive vätskelyftning, fyllning, trycksättning, stelning, tryckavlastning och kylning etc.
- - Avformning: inklusive lös gjutning och gjutning.
Tillämpningen av gjutning med lågt tryck
Gjutning med lågt tryck är den tidigaste anti-tyngdkraftsgjutningstekniken, och den har använts i industriproduktion sedan 1940-talet. Gjutning med lågt tryck är vanlig formgjutning, och icke-stressade delar kan använda denna process. Numera används lågtrycksgjutning huvudsakligen för att tillverka delar av aluminiumlegeringar och magnesiumlegeringar, såsom bilhjul inom bilindustrin, cylinderblock, topplock, kolvar, missilskal, pumphjul, vindstyrhjul och andra gjutgods med komplexa former och höga kvalitetskrav inom bilindustrin. När gjutgods med lågtrycksgjutning används för att tillverka gjutstål, såsom gjutna stålhjul, måste stigröret vara tillverkat av speciella eldfasta material. Gjutning med lågt tryck kan också appliceras på små gjutgods av kopparlegeringar, såsom rörbeslag, kranar i badrum etc. Tekniken har industrialiserats utomlands.

Funktionerna för gjutning med lågt tryck
Lågtrycksgjutning kan använda sand, metall, grafit, etc. Påfyllningsprocessen skiljer sig från tyngdkraftsgjutning, såsom metallgjutning och sandgjutning, och den skiljer sig också från tryckgjutning med högtrycks- och höghastighetsfyllning. Det har följande fördelar:
- - Fyllning med ren smält metall förbättrar gjutningens renhet. Eftersom den smälta slaggen i allmänhet flyter på ytan av den smälta metallen, fylls gjutningen med lågt tryck med den smälta metallen i degelns nedre del genom stigröret, vilket helt undviker möjligheten att smält slagg kommer in i formhålan .
- - Den flytande metallfyllningen är stabil, vilket minskar eller undviker att den flytande metallen tumlar, stöter och stänker under fyllningen, vilket minskar bildningen av oxiderad slagg.
- - Gjutningen har god formbarhet. Den smälta metallen fylls under tryck, vilket kan förbättra fluiditeten hos den smälta metallen, vilket bidrar till bildandet av gjutgods med tydliga konturer och släta ytor, och är mer fördelaktigt för bildandet av stora tunnväggiga gjutgods.
- - Gjutningen kristalliserar och stelnar under tryck, vilket kan matas helt och gjutstrukturen är tät.
- - Förbättra utbytet av smält metall. Under normala omständigheter finns det inget behov av en stigare, och den okondenserade metallen i stigarröret kan återflödas till degeln för upprepad användning, vilket avsevärt förbättrar utbytet av smält metall. Generellt upp till 90%,
- - Bekväm produktion och drift, bra arbetsförhållanden, hög produktionseffektivitet, lätt att förverkliga mekanisering och automatisering,
- - Lågtrycksgjutning har också vissa brister, utrustning och mögelinvesteringar är relativt stora. vid tillverkning av gjutgods av aluminiumlegeringar är degeln och stigarröret i kontakt med den smälta metallen under lång tid, vilket är känsligt för korrosion och skrot, vilket också kommer att få den smälta metallen att öka järn och försämra prestandan.
Olika typer Produktionsscenario för gjutning med lågt tryck
Minghe följer alltid kundens krav och företagets servicestandarder. I vilken länk som helst med formkonstruktion, formmontering, formfelsökning, tillverkning av formprover, gjutningsprocesser etc. finns dedikerade ingenjörer som håller dig i telefon;

| Lågtrycksgjutningsbutik 1 ▶ |

| Lågtrycksgjutningsbutik 2 ▶ |

| Lågtrycksgjutningsbutik 3 ▶ |

| Lågtrycksgjutningsbutik 4▶ |

| Lågtrycksgjutningsbutik 5▶ |

| Multifunktionell borr- och tappmaskin▶ |

| Utrustning för släckning av aluminiumlegeringar ▶ |

| Avlufta hydraulisk press▶ |

| Ugn▶ |

| Lågtryckshällutrustning-kärnmaskin▶ |

| Hällmaskin med lågt tryck▶ |

| Lågtrycksgjutningsprodukt-växellåda▶ |
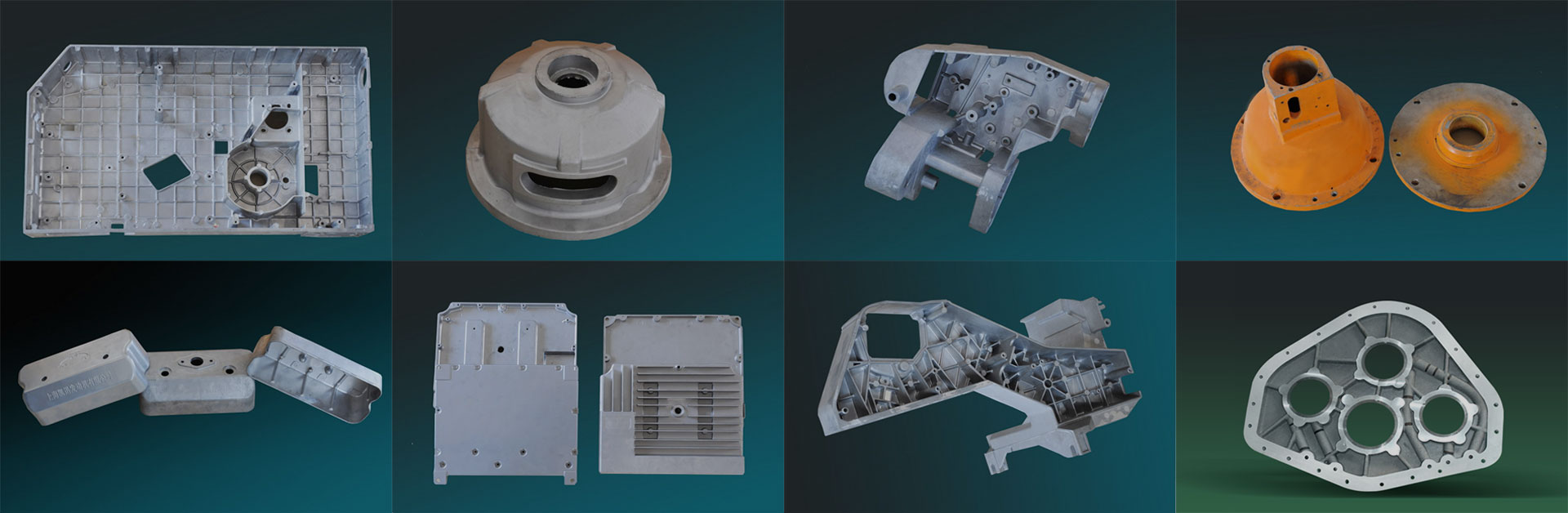
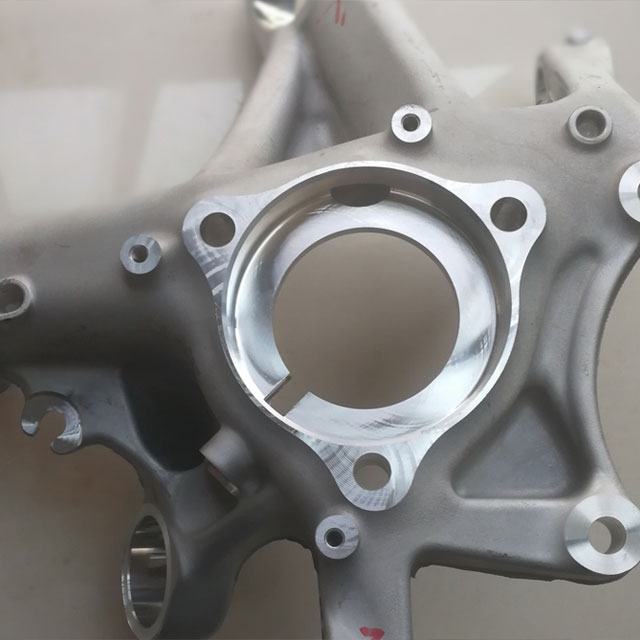
Minghe fallstudier av gjutning med lågt tryck
Minghe Casting-tillverkningstjänster finns tillgängliga för både design till verkligheten och låg till hög volymproduktion av dina gjutgodsdelar, sandgjutningsdelar, investeringsgjutningsdelar, metallgjutningsdelar, förlorade skumgjutningsdelar och mer.






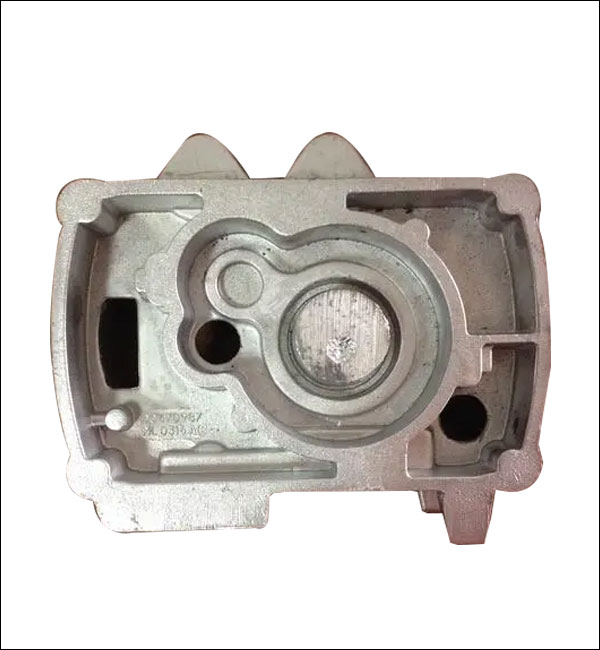


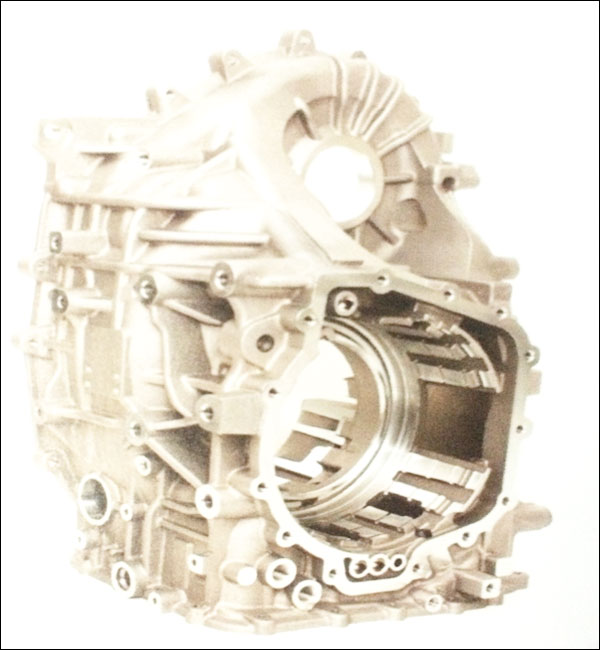


Gå till Visa fler gjutningsdelar Fallstudier >>>
Välj den bästa lågtrycksgjutningsleverantören
För närvarande exporteras våra lågtrycksgjutningsdelar till Amerika, Kanada, Australien, Storbritannien, Tyskland, Frankrike, Sout Africa och många andra länder över hela världen. Vi är ISO9001-2015-registrerade och även certifierade av SGS.
Vår anpassade tillverkningstjänst för lågtrycksgjutning ger hållbara och prisvärda gjutgods som uppfyller dina specifikationer för fordons-, medicin-, flyg-, elektronik-, livsmedels-, bygg-, säkerhets-, marinindustrin och mer. Snabbt att skicka din förfrågan eller skicka in dina ritningar för att få en gratis offert på kortast möjliga tid. Kontakta oss eller mejl sales@hmminghe.com för att se hur våra medarbetare, utrustning och verktyg kan ge bästa kvalitet till bästa pris för ditt lågtrycksgjutningsprojekt.
Vi tillhandahåller gjutningstjänster inkluderar:
Minghe gjutningstjänster som arbetar med sandgjutning, metallgjutning, investeringgjutning förlorat skumgjutning och mer.
Sandgjutning
Sandgjutning är en traditionell gjutningsprocess som använder sand som huvudmodelleringsmaterial för att göra formar. Gravitationsgjutning används vanligtvis för sandformar och gjutning med lågt tryck, centrifugalgjutning och andra processer kan också användas när det finns speciella krav. Sandgjutning har ett brett utbud av anpassningsförmåga, små bitar, stora bitar, enkla bitar, komplexa bitar, enstaka delar och stora mängder kan användas.
Permanent gjutning
Permanent gjutning har lång livslängd och hög produktionseffektivitet, har inte bara god måttnoggrannhet och slät yta utan har också högre hållfasthet än sandgjutgods och är mindre benägna att skadas när samma smälta metall hälls. Därför, vid massproduktion av medelstora och små icke-järnhaltiga gjutgods, så länge som smältpunkten för gjutmaterialet inte är för hög, föredras i allmänhet metallgjutning.

Investeringsgjutning
Den största fördelen med investering gjutning är att eftersom investeringsgjutgods har hög dimensioneringsnoggrannhet och ytfinish, kan de minska bearbetningsarbetet, men lämna lite bearbetningstillstånd på de delar som har högre krav. Det kan ses att användningen av investeringsgjutningsmetoden kan spara mycket verktygsmaskiner och bearbetning av arbetstider och spara metallråvaror kraftigt.
Förlorat skumgjutning
Förlorad gjutning av skum är att kombinera modeller med paraffinvax eller skum som liknar gjutstorleken och formen i modellkluster. Efter borstning och torkning av eldfasta beläggningar begravs de i torr kvartssand för vibrationsmodellering och hälls under negativt tryck för att förgasa modellen. , Den flytande metallen intar modellens position och bildar en ny gjutningsmetod efter stelning och kylning.

Matrisgjutning
Gjutning är en metallgjutningsprocess som kännetecknas av att applicera högt tryck på den smälta metallen med hjälp av formens hålighet. Formar är vanligtvis gjorda av legeringar med högre hållfasthet, och denna process liknar formsprutning. De flesta gjutgods är järnfria, såsom zink, koppar, aluminium, magnesium, bly, tenn och bly-tennlegeringar och deras legeringar. Minghe har varit Kinas topp gjutningstjänst sedan 1995.
Centrifugal gjutning
Centrifugal gjutning är en teknik och metod för att injicera flytande metall i en höghastighetsroterande form, så att den flytande metallen är centrifugalrörelse för att fylla formen och bilda en gjutning. På grund av centrifugalrörelsen kan den flytande metallen fylla formen väl i radiell riktning och bilda gjutningens fria yta; det påverkar metallens kristalliseringsprocess och förbättrar därigenom gjutningens mekaniska och fysiska egenskaper.

Gjutning vid lågt tryck
Gjutning vid lågt tryck innebär att formen i allmänhet placeras ovanför en förseglad degel och tryckluft införs i degeln för att orsaka ett lågt tryck (0.06 ~ 0.15 MPa) på ytan av den smälta metallen, så att den smälta metallen stiger från stigarröret till fylla formen och kontrollera den stelnade gjutningsmetoden. Denna gjutningsmetod har bra matning och tät struktur, lätt att gjuta stora tunnväggiga komplexgjutgods, inga stigar och en metallåtervinningsgrad på 95%. Ingen förorening, lätt att förverkliga automatisering.