
Permanent gjutning
Vad är Permanent gjutning
Permanent gjutgjutning är en metallgjutningsprocess som använder återanvändbara formar (så kallade "permanenta formar", vanligtvis gjorda av metall). Att använda tyngdkraften för att fylla formen är den vanligaste metoden, kallad tyngdkraftsgjutning, men det finns också processer som använder lufttryck eller vakuum. Det finns också en variation av tyngdkraftsgjutning, kallad bitumengjutningsmetod, som används för att producera ihåliga gjutgods. Vanligt använda gjutmetaller inkluderar aluminium, magnesium och kopparlegeringar. Andra material som tenn, zink och blylegeringar samt stål och järn kommer också att gjutas med grafitformar.
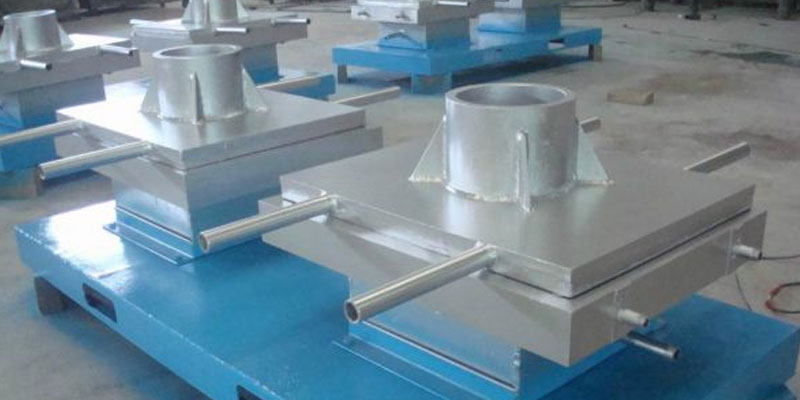
Permanent gjutning av gjutform kallas också gjutning av metall. Det är en gjutningsmetod där flytande metall hälls i metallformar för att erhålla gjutgods. Formen är gjord av metall och kan användas flera gånger (hundratals till tusentals gånger). Gjutgodset som kan framställas genom gjutning av metallform har vissa begränsningar vad gäller vikt och form. Till exempel kan järnmetaller endast gjutas med enkla former; vikten på gjutgodset kan inte vara för stor; väggtjockleken är också begränsad och väggtjockleken för de mindre gjutgods kan inte gjutas
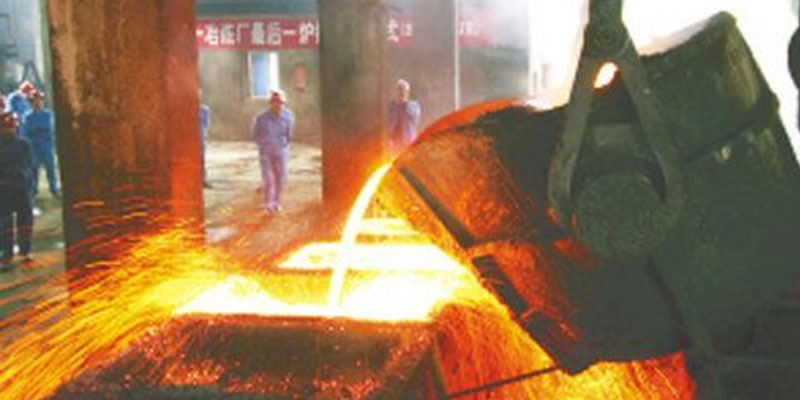
I olika applikationer som kräver massproduktion eller replikeringsprojekt krävs en permanent gjutningsprocess. I denna process förvärms formen. Detta steg tar bort fukten som kan finnas i formen och förhindrar att den smälta metallen svalnar för snabbt. Förvärmningen av den permanenta formen kan också förhindra skada på formen på grund av termisk expansion när den smälta metallen införs i formen. Den vanligaste metoden är att använda tyngdkraften för att helt enkelt hälla flytande metall i en uppvärmd form. Denna metod är den billigaste metoden för permanent gjutning av gjutform eftersom den kräver mindre utrustning, men den är inte lämplig för situationer där flytande metall kanske inte når alla områden i formen. När det gäller permanenta formar med detaljer som måste fyllas med smält metall kan vakuum eller tryck krävas för att underlätta införandet av metall. När det gäller tryckassisterade permanenta formar används lågt tryck för att tvinga smält metall in i formen för gjutning. För vakuumassisterad permanent gjutning sugs luft från formen för att bilda ett lågtrycksvakuum som drar metallen in i formen. I båda fallen kommer trycksättning att få den smälta metallen att fylla små utrymmen och små detaljer, annars kan det förstöra gjutningen. En annan förändring i gjutningsprocessen för metallform är metoden för leragjutning. I denna metod hälls smält metall i en form och hårdnar runt skalets ytterkant. När den gjutna metallen börjar härda kommer den flytande metallen i mitten att hällas ut och lämnar en ihålig gjutning lämplig för dekoration och dekorativa produkter.

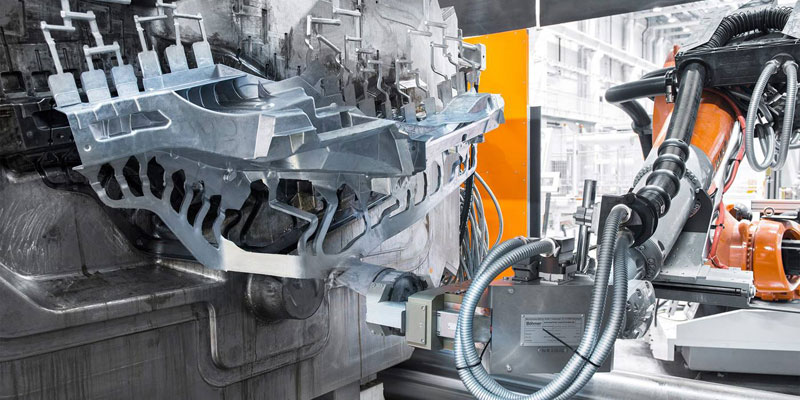
Minghe är en erfaren Permanent gjutningstjänstleverantör, tillverkare, exportör i Kina, har specialiserat sig på att erbjuda bästa OEM Permanent gjutningstjänster för överlägsen kvalitet billiga metalldelar eller komponenter med drift av ett imponerande utbud av toppmoderna konstgjutningsmaskiner, såsom kugghjul, splines, fälgar, växellådor, rördelar, bränsleinsprutningssystemhöljen och fordonsmotorkolvar etc. Vår avancerade gjutningsanordning fungerar rutinmässigt med en mängd olika material, allt från koppar, mässing, rostfritt stål, kolstål, aluminium och titan. Vi kan alltid välja en lämplig metallgjutningsprocess för att uppfylla dina krav. Våra anpassade permanenta gjutningstjänster säkerställer att våra kunder får högkvalitativa gjutningsdelar. Skicka din förfrågan eller rita snabbt för att få en online casting offert.
Fördelarna och nackdelarna med permanent gjutning av mögel
Jämförelse av permanent gjutning och sandgjutning: Det finns många fördelar inom teknik och ekonomi.
- - Metallgjutgods har högre mekaniska egenskaper än sandgjutgods. För samma legering kan dess draghållfasthet ökas med cirka 25% i genomsnitt, dess sträckgräns kan i genomsnitt ökas med cirka 20% och dess korrosionsbeständighet och hårdhet har också förbättrats avsevärt;
- - Gjutningens precision och ytfinish är högre än sandgjutgodset och kvaliteten och storleken är stabil;
- - Processutbytet för gjutgods är högt och konsumtionen av flytande metall minskas, vilket i allmänhet sparar 15-30%;
- - Ingen sand eller mindre sand används, i allmänhet kan 80-100% av modelleringsmaterialet sparas;
Dessutom har Permanent Mold Casting hög produktionseffektivitet; minskar orsakerna till gjutfel; processen är enkel och det är lätt att förverkliga mekanisering och automatisering. Även om permanent gjutning av gjutformar har många fördelar har det också nackdelar. Till exempel:
- - Kostnaden för tillverkning av metallformar är hög;
- - Metalltypen är inte luftgenomsläpplig och har ingen reträtt, vilket är lätt att orsaka defekter som otillräcklig hällning, sprickbildning eller vit mynning i gjutjärnet;
- - Vid permanent gjutning av gjutformen är gjutningens arbetstemperatur, gjutningstemperaturen och legeringens hastighet, tiden gjutningen förblir i gjutformen och beläggningen som används är mycket känslig för gjutningens kvalitet och måste kontrolleras strikt .
Därför, när man beslutar att anta permanent gjutning av gjutformar, måste följande faktorer beaktas fullständigt: gjutningens form och vikt måste vara lämplig; det måste finnas tillräckligt många satser; tidsfristen för att slutföra produktionsuppgiften är tillåten.
Gjutningsegenskaperna för permanent gjutning av mögel
Metallformar och sandformar har betydande skillnader i prestanda. Till exempel har sandformar luftgenomsläpplighet, medan metallformar inte har; sandformar har dålig värmeledningsförmåga, metallformar har god värmeledningsförmåga, sandformar har dragit sig tillbaka, men metallformar har inte. Dessa egenskaper hos metallformen avgör att den har sina egna regler i gjutningens formningsprocess.
Påverkan av förändringen av gastillståndet i kaviteten på gjutningen: När metallen är fylld måste gasen i kaviteten snabbt tömmas ut, men metallen har ingen gaspermeabilitet. Så länge processen försummas kommer kvaliteten på gjutningen att påverkas negativt. .
Egenskaperna hos värmeväxlingen under gjutningens stelning: när den smälta metallen kommer in i håligheten överför den värme till metallväggen. Flytande metall tappar värme genom formväggen, stelnar och krymper medan formväggen får värme, ökar temperaturen och expanderar samtidigt. Som ett resultat bildas ett "mellanrum" mellan gjutningen och formväggen. Innan "gjutgap-metallform" -systemet når samma temperatur kan gjutningen betraktas som kylning i "springan", medan metallformväggen värms upp genom "springan".
Metallform hindrar krympningens påverkan på gjutgods: metallformar eller metallkärnor har ingen tillbakadragning under gjutningens stelning och hindrar gjutningens krympning. Detta är en annan egenskap hos den
Olika typer Produktionsscenario för permanent gjutning av mögel
Minghe följer alltid kundens krav och företagets servicestandarder. I vilken länk som helst med formkonstruktion, formmontering, formfelsökning, tillverkning av formprover, gjutningsprocesser etc. finns dedikerade ingenjörer som håller dig i telefon;

| Permanent gjutningsprocess (1)▶ |

| Permanent gjutningsprocess (2)▶ |

| Permanent gjutningsprocess (3)▶ |
| Permanent gjutningsprocess (4)▶ |
| Permanent gjutningsprocess (5)▶ |
| Permanent gjutningsprocess (6)▶ |

| Permanent gjutningsprocess (7) ▶ |

| Permanent gjutningsprocess (8)▶ |
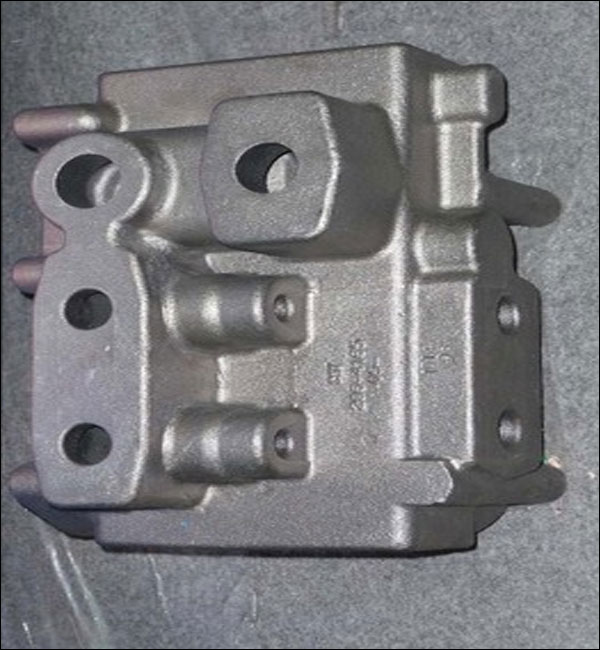
Minghe fallstudier av permanent gjutning av mögel
Minghe Casting-tillverkningstjänster finns tillgängliga för både design till verkligheten och låg till hög volymproduktion av dina gjutgodsdelar, sandgjutningsdelar, investeringsgjutningsdelar, metallgjutningsdelar, förlorade skumgjutningsdelar och mer.







Gå till Visa fler gjutningsdelar Fallstudier >>>
Välj den bästa Permanent gjutning leverantör
För närvarande exporteras våra permanenta gjutningsdelar till Amerika, Kanada, Australien, Storbritannien, Tyskland, Frankrike, Sout Africa och många andra länder över hela världen. Vi är ISO9001-2015-registrerade och även certifierade av SGS.
Vår anpassade tillverkningstjänst för gjutning av gjutformar ger hållbara och prisvärda gjutgods som uppfyller dina specifikationer för bil-, medicin-, flyg-, elektronik-, livsmedels-, bygg-, säkerhets-, marinindustrin och mer. Snabbt att skicka din förfrågan eller skicka in dina ritningar för att få en gratis offert på kortast möjliga tid. Kontakta oss eller mejl sales@hmminghe.com för att se hur våra medarbetare, utrustning och verktyg kan ge bästa kvalitet till bästa pris för ditt permanenta gjutningsprojekt.
Vi tillhandahåller gjutningstjänster inkluderar:
Minghe gjutningstjänster som arbetar med sandgjutning, metallgjutning, investeringgjutning förlorat skumgjutning och mer.
Sandgjutning
Sandgjutning är en traditionell gjutningsprocess som använder sand som huvudmodelleringsmaterial för att göra formar. Gravitationsgjutning används vanligtvis för sandformar och gjutning med lågt tryck, centrifugalgjutning och andra processer kan också användas när det finns speciella krav. Sandgjutning har ett brett utbud av anpassningsförmåga, små bitar, stora bitar, enkla bitar, komplexa bitar, enstaka delar och stora mängder kan användas.
Permanent gjutning
Permanent gjutning har lång livslängd och hög produktionseffektivitet, har inte bara god måttnoggrannhet och slät yta utan har också högre hållfasthet än sandgjutgods och är mindre benägna att skadas när samma smälta metall hälls. Därför, vid massproduktion av medelstora och små icke-järnhaltiga gjutgods, så länge som smältpunkten för gjutmaterialet inte är för hög, föredras i allmänhet metallgjutning.

Investeringsgjutning
Den största fördelen med investering gjutning är att eftersom investeringsgjutgods har hög dimensioneringsnoggrannhet och ytfinish, kan de minska bearbetningsarbetet, men lämna lite bearbetningstillstånd på de delar som har högre krav. Det kan ses att användningen av investeringsgjutningsmetoden kan spara mycket verktygsmaskiner och bearbetning av arbetstider och spara metallråvaror kraftigt.
Förlorat skumgjutning
Förlorad gjutning av skum är att kombinera modeller med paraffinvax eller skum som liknar gjutstorleken och formen i modellkluster. Efter borstning och torkning av eldfasta beläggningar begravs de i torr kvartssand för vibrationsmodellering och hälls under negativt tryck för att förgasa modellen. , Den flytande metallen intar modellens position och bildar en ny gjutningsmetod efter stelning och kylning.

Matrisgjutning
Gjutning är en metallgjutningsprocess som kännetecknas av att applicera högt tryck på den smälta metallen med hjälp av formens hålighet. Formar är vanligtvis gjorda av legeringar med högre hållfasthet, och denna process liknar formsprutning. De flesta gjutgods är järnfria, såsom zink, koppar, aluminium, magnesium, bly, tenn och bly-tennlegeringar och deras legeringar. Minghe har varit Kinas topp gjutningstjänst sedan 1995.
Centrifugal gjutning
Centrifugal gjutning är en teknik och metod för att injicera flytande metall i en höghastighetsroterande form, så att den flytande metallen är centrifugalrörelse för att fylla formen och bilda en gjutning. På grund av centrifugalrörelsen kan den flytande metallen fylla formen väl i radiell riktning och bilda gjutningens fria yta; det påverkar metallens kristalliseringsprocess och förbättrar därigenom gjutningens mekaniska och fysiska egenskaper.

Gjutning vid lågt tryck
Gjutning vid lågt tryck innebär att formen i allmänhet placeras ovanför en förseglad degel och tryckluft införs i degeln för att orsaka ett lågt tryck (0.06 ~ 0.15 MPa) på ytan av den smälta metallen, så att den smälta metallen stiger från stigarröret till fylla formen och kontrollera den stelnade gjutningsmetoden. Denna gjutningsmetod har bra matning och tät struktur, lätt att gjuta stora tunnväggiga komplexgjutgods, inga stigar och en metallåtervinningsgrad på 95%. Ingen förorening, lätt att förverkliga automatisering.
Vakuumgjutning
Vakuumgjutning är en gjutningsprocess där metall smälts, hälls och kristalliseras i en vakuumkammare. Vakuumgjutning kan minimera gasinnehållet i metallen och förhindra metalloxidation. Denna metod kan producera mycket krävande gjutgods i speciallegerat stål och extremt lätt oxiderade gjutgods i titanlegering. Minghe Casting har en underfabrik för vakuumgjutning, vilket räcker för att lösa alla problem relaterade till vakuumgjutning