
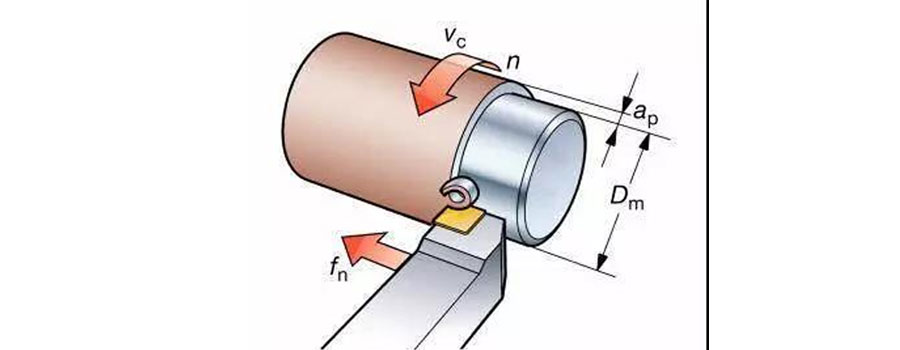
Påverkan av tre skärelement på bearbetningseffektivitet
Alla vet att när man förbättrar bearbetningseffektiviteten är att öka de tre skärelementen (skärhastighet, skärdjup och matningshastighet) den enklaste och mest direkta metoden. Förbättringen av de tre elementen i verktygsskärning är emellertid i allmänhet begränsad av de befintliga verktygsdesignförhållandena. Så det billigaste sättet är att välja ett bra verktygsmaterial.
Bestämningsregeln för de tre elementen i skärning
Bestäm djupet på kniven, mängden matning och linjär skärhastighet.
Skärdjup: i allmänhet bestämt enligt bearbetningsbidrag;
Matningshastighet: Matningshastigheten för grovbearbetning bestäms av maskinverktygets effekt och slutmatningshastigheten bestäms av ytjämnheten;
Klipphastighet: Bestäms enligt verktygets material och maskinens spindelhastighet.
Ur perspektivet att förbättra cnc-bearbetning effektivitet, ökar skärdjupet förmodligen en metod som är värd att överväga. En av de viktiga orsakerna är att experiment har visat att när skärdjupet är lika med 10 gånger matningen kommer att öka skärdjupet ha minimal inverkan på verktygets hållbarhet. Om skärhastigheten ökas kommer ändringen av skärhastigheten att leda till att verktygets hållbarhet ändras med nästan dubbelt så hög hastighet. om matningen ändras kan verktygets hållbarhet också ändras ungefär samma. Därför, när den så kallade "nettostorleken" inte kan uppnås för ämnena i vårt massproduktionsläge, är att öka skärdjupet ett val som kan uppnå högeffektiv produktionscykel utan att orsaka betydande ökningar av verktygskostnaderna.
Verktygsval
Hårdmetallverktyg är de vanliga verktygen på den nuvarande verktygsmarknaden. Alla är bekanta med detta verktyg. Du kan justera de tre skärelementen i hårdmetallverktyg enligt de faktiska förhållandena vid bearbetningsplatsen för att maximera verktygets livslängd och bearbetningseffektivitet. Kubikkväve Utvecklingen av borbaserade verktyg har dock inte varit lång, och många människor har aldrig rört sådana verktyg. Men med uppkomsten av hårda material och svårbearbetade material har kubiska bornitridverktyg gradvis dykt upp i allas synfält. Men många tror ofta att kubiska bornitridverktyg är begränsade till höghastighetsskärnings- och efterbehandlingsprocesser.
Faktum är att med den kontinuerliga FoU och innovationen inom superhard materialverktygsindustrin har kubiska bornitridverktyg använts i stor utsträckning vid grova bearbetningsprocesser och intermittenta skärförhållanden. Valet av kubiska bornitridverktyg är detsamma som för hårdmetallverktyg. Enligt olika arbetsstycksmaterial väljs olika verktygskvaliteter och verktygsstrukturer.
Det sammansatta svetsande kubiska bornitridbladet används vanligtvis för efterbehandlingen. Den har bara den främsta delen av det kubiska bornitridmaterialet, och matrisen är en hårdmetallmatris. Knivdjupet regleras inom 0.5 mm, så det kan endast användas För efterbehandling, för de med stora marginaler och oregelbundna ytor, välj det integrerade kubiska bornitridbladet. Hela kroppen är gjord av kubisk bornitrid. Skärdjupet är 1-10 mm och livslängden är i allmänhet 3 timmar/ skärkant.
Med forskningsframstegen för kubiska bornitridverktyg och de faktiska behoven vid bearbetning har den ursprungliga höghastighetsfinishen utvecklats till intermittent, grov och halvfinish, och kan också användas i vanliga verktygsmaskiner; användningskostnaden är också mer ekonomisk.
Ytterligare läsning
Bearbetningsområdena för kubiska bornitridverktyg och hårdmetallverktyg överlappar varandra. Till exempel kan grått gjutjärn, hårdmetallverktyg och kubiska bornitridverktyg alla bearbetas. Du kan välja ett mer ekonomiskt och kostnadseffektivt verktygsmaterial, hårdmetall enligt företagets behov. På grund av sina egna prestandabegränsningar kan verktygets maximala linjära hastighet nå 350m/min, medan det kubiska bornitridverktyget kan nå 1500m/min. Samtidigt är hållbarheten för det kubiska bornitridverktyget 30-50 gånger för vanliga hårdmetallverktyg. 5-15 gånger livslängden för det skiktade hårdmetallverktyget.

Företagen väljer dock inte blint kubiska bornitridverktyg för att bearbeta grått gjutjärn. Priset på kubiska bornitridverktyg är trots allt högre än för hårdmetallverktyg. Därför rekommenderas det att välja för massproduktion och höga processeffektivitetskrav. För skärverktyg för kubisk bornitrid, om bearbetningseffektiviteten inte är hög och det finns få jobb, är det mer ekonomiskt och kostnadseffektivt att välja hårdmetallskärverktyg.
Behåll källan och adressen till den här artikeln för omtryck:Påverkan av tre skärelement på bearbetningseffektivitet
Minghe Formgjutningsföretag är dedikerade till tillverkning och tillhandahåller högkvalitativa och högpresterande gjutningsdelar (metallgjutningsdelar omfattar främst Gjutning av tunn vägg,Gjutning av het kammare,Gjutning av kall kammare), Round Service (Die Casting Service,Cnc-bearbetning,Mold MakingYtbehandling). Alla anpassade gjutgods av aluminium, magnesium eller Zamak / zinkgjutning och andra gjutningskrav är välkomna att kontakta oss.

Under kontroll av ISO9001 och TS 16949 utförs alla processer genom hundratals avancerade gjutmaskiner, 5-axliga maskiner och andra anläggningar, allt från blaster till Ultra Sonic tvättmaskiner.Minghe har inte bara avancerad utrustning utan har också professionell team av erfarna ingenjörer, operatörer och inspektörer för att förverkliga kundens design.

Kontraktstillverkare av gjutgods. Funktioner inkluderar gjutgods av kallkammar aluminium från 0.15 kg. till 6 kg, snabbinställning och bearbetning. Mervärdestjänster inkluderar polering, vibrering, avgradning, sprängning, målning, plätering, beläggning, montering och verktyg. Material som bearbetas inkluderar legeringar som 360, 380, 383 och 413.

Designhjälp för zinkgjutning / samtidiga tekniska tjänster. Anpassad tillverkare av precisionsgjutgods av zink. Miniatyrgjutgods, gjutgods med högt tryck, gjutgods med flera glider, konventionella gjutgods, gjutgods och oberoende gjutgods och hålrumsförseglade gjutgods kan tillverkas. Gjutgods kan tillverkas i längder och bredder upp till 24 tum i +/- 0.0005 tum tolerans.

ISO 9001: 2015 certifierad tillverkare av pressgjutet magnesium, kapacitet inkluderar högtrycksgjutform för magnesium upp till 200 ton varmkammare & 3000 ton kallkammare, verktygsdesign, polering, gjutning, bearbetning, pulver- och vätskefärgning, full QA med CMM-funktioner , montering, förpackning & leverans.

ITAF16949 certifierad. Ytterligare gjutningstjänster inkluderar investering gjutning,sandgjutning,Gravity Casting, Förlorat skumgjutning,Centrifugal gjutning,Vakuumgjutning,Permanent gjutning, .Kapacitet inkluderar EDI, teknisk assistans, solid modellering och sekundär bearbetning.

Casting Industries Delar Fallstudier för: Bilar, Cyklar, Flygplan, Musikinstrument, Vattenfarkoster, Optiska apparater, Sensorer, Modeller, Elektroniska apparater, Kapslingar, Klockor, Maskiner, Motorer, Möbler, Smycken, Jigg, Telekom, Belysning, Medicinsk utrustning, Fotografiska apparater, Robotar, skulpturer, ljudutrustning, sportutrustning, verktyg, leksaker och mer.
Vad kan vi hjälpa dig att göra nästa gång?
∇ Gå till hemsidan för Gjutning Kina
→Gjutdelar- Ta reda på vad vi har gjort.
→ Ralated Tips About Gjutningstjänster
By Minghe gjutningstillverkare | Kategorier: Nyttiga artiklar |Material Taggar: Aluminiumgjutning, Zink gjutning, Magnesiumgjutning, Titangjutning, Gjutning i rostfritt stål, Gjutning i mässing,Bronsgjutning,Casta video,Företagets historia,Gjutning av aluminium | Kommentarer inaktiverade







